
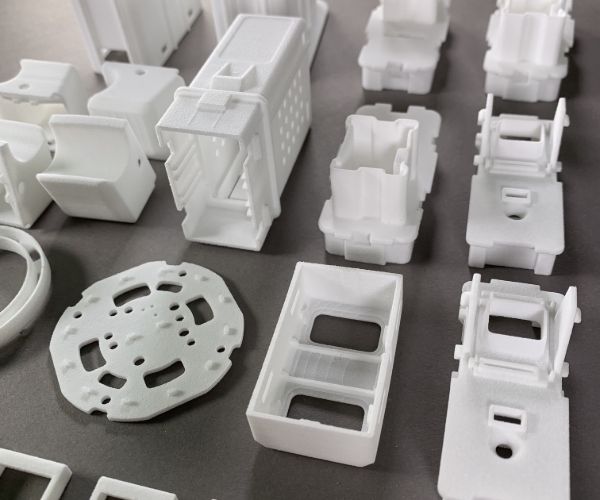
Материал для 3D печати: Полиамид
Полиамид EOS PA2200 — это нейлоновый порошок, который используется в процессе селективного лазерного спекания (SLS). Он сочетает в себе легкость, прочность и отличную износостойкость, что делает его идеальным выбором для создания функциональных деталей, прототипов и изделий, требующих высокой прочности и устойчивости к нагрузкам в условиях агрессивной среды.
Отличительные особенности полиамида по сравнению с АБС-пластиком:
- лучшие механические свойства и высокая прочность на разрыв
- гораздо более устойчив к воздействию химических веществ (масла, растворители)
- имеет высокую термостойкость и низкий коэффициент трения
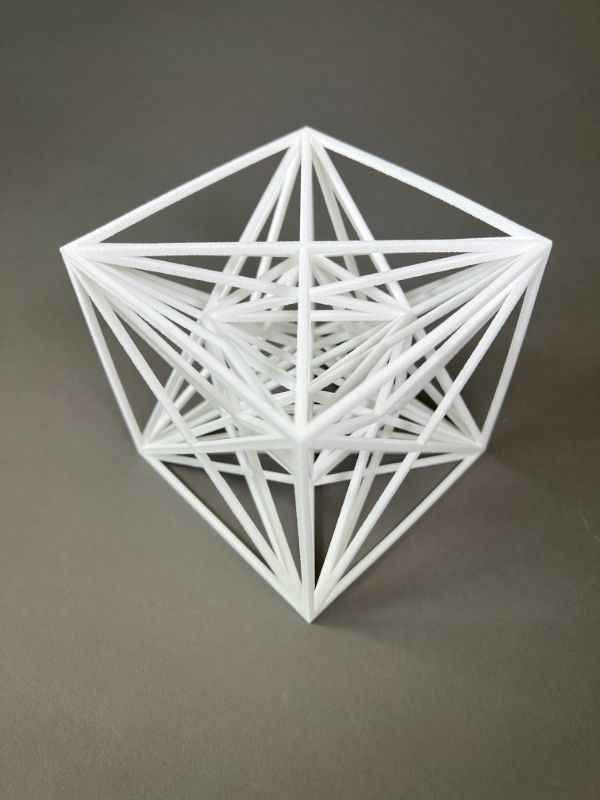
- ввиду особенности технологии из полиамида возможно изготовить деталь абсолютно любой геометрической формы.
Получить консультацию
Ждем вашего звонка!
+7 999 236 00 56
Применение EOS PA2200 в различных отраслях
- Автомобилестроение: В автомобильной промышленности полиамид EOS PA2200 используется для создания различных компонентов, включая элементы интерьера и детали под капотом. Легкость и прочность материала позволяют сократить вес автомобилей и улучшить их топливную эффективность.
- Авиастроение: В авиастроении важны как легкость, так и надежность. EOS PA2200 идеально подходит для производства деталей, которые должны соответствовать строгим требованиям по прочности и весу.
- Медицина: В медицинской отрасли полиамид используется для создания индивидуальных протезов, хирургических инструментов и имплантатов. Возможность быстрого прототипирования и создания сложных форм делает 3D печать особенно полезной для медицинских приложений.
- Электроника: EOS PA2200 может использоваться для создания корпусов и других компонентов электронных устройств, требующих высоких стандартов надежности и защиты.
- 1. Подготовка модели
- Создание 3D-модели: процесс начинается с разработки 3D-модели в CAD-программе. Модель должна быть оптимизирована для аддитивного производства, учитывая такие факторы, как поддержка, ориентация и толщина стенок.
- Экспорт в STL: модель экспортируется в формате STL, который является стандартом для 3D-печати. - 2. Подготовка к печати
- Слайсинг: используется специальное программное обеспечение для слайсинга, которое разбивает 3D-модель на слои и генерирует G-код, необходимый для управления принтером. В этом этапе также задаются параметры печати, такие как скорость, мощность лазера и толщина слоев.
- Настройка параметров: устанавливаются параметры печати, включая температуру, скорость лазера и другие настройки, которые могут варьироваться в зависимости от используемого материала. - 3. Подготовка принтера
- Загрузка порошка: порошковый материал (PA2200) загружается в камеру печати. Порошок равномерно распределяется по рабочей платформе.
- Нагрев: Камера принтера нагревается до температуры, близкой к температуре сплавления порошка, что позволяет улучшить адгезию между слоями. - 4. Печать
- Селективное лазерное сплавление: лазерный луч сканирует поверхность порошка, сплавляя частицы материала в соответствии с заданной геометрией. Лазер спекает порошок, создавая прочные связи между частицами.
- Слой за слоем: после завершения одного слоя платформа опускается на заданную высоту, и новый слой порошка равномерно распределяется по поверхности. Процесс повторяется до тех пор, пока не будет завершена вся модель. - 5. Охлаждение
- Охлаждение: после завершения печати куб из порошка оставляется в камере для охлаждения. Это позволяет избежать термических деформаций и улучшает прочность изделия. - 6. Постобработка
- Удаление излишков порошка: после охлаждения куб из порошка извлекается из принтера, и излишки порошка удаляются. Это можно сделать вручную или с помощью сжатого воздуха.
- Постобработка: В зависимости от требований к поверхности и внешнему виду, модель может подвергаться дополнительной обработке, такой как галтование и окрашивание. - 7. Проверка качества
- Контроль качества: Готовая модель проверяется на соответствие заданным параметрам и требованиям. Это может включать визуальный осмотр, измерения и тестирование механических свойств.

Характеристики
| Предел прочности на растяжение | 43 МПа |
| Модуль упругости при растяжении | 1586 МПа |
| Относительное удлинение при разрыве | 14 % |
| Конечная прочность на изгиб | 48 МПа |
| Модуль упругости при изгибе | 1387 МПа |
| Твердость (по Шору) | 73 D |
| Ударная вязкость (по Изоду, 23°С) | 32 Дж/м |
| Ударная вязкость без надреза (по Изоду, 23°С) | 336 Дж/м |
| Теплостойкость 0,45 МПа / 1,82 МПа | 180°C/ 95°C |
| Воспламеняемость | НВ |


Технологический процесс 3D печати из полиамида EOS PA2200
Получить консультацию
Ждем вашего звонка!
+7 999 236 00 56
Связанные услуги
